 铭普商城
铭普商城 集团网站
集团网站












热烈欢迎许良军教授莅临铭普光磁指导






2017年9月20日,北京邮电大学博士生导师许良军教授、深圳连接器行业协会秘书长唐中等一行4人莅临东莞铭普光磁股份有限公司(以下简称“铭普光磁”或“铭普公司”)指导及技术交流。公司电子管理部副总经理陈钦刚、连接器研发总监陈康等人接待了许教授一行。许良军教授是连接器行业资深专家,在电接触可靠性,振动失效等方面有着丰富的经验。
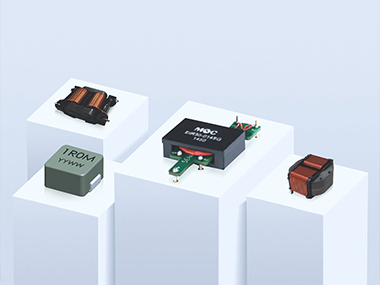
座谈伊始,先是由公司电子管理部副总经理陈钦刚致辞,对许良军教授一行莅临铭普光磁参观指导表示热烈的欢迎。陈钦刚副总经理对公司的发展历程、组织架构等进行了介绍, 陈康总监介绍了铭普连接器事业部目前研发的集成RJ45,2.5G/10G,带POE供电及防雷等,未来发展的光模块类连接器SFP 28G,QSFP 28G, QSFP-DD等战略规划及目标做了重点介绍。
随后在陈钦刚副总经理、陈康总监的陪同下,参观了研发中心、自动化生产线、实验室、新厂区等。参观途中,许良军教授仔细询问了连接器产品的研发过程、技术特点、核心技术等情况,并对铭普光磁连接器产品的高起点、严要求、产业化等方向给予高度评价。
参观后,双方就通讯类电连接器的震动失效模式、力学动态仿真、产品可靠性等方面进行深入交流。许良军教授通过理论与多种案例相结合的形式,剖析了失效模式产生的原因及解决方案。
最后许良军教授谈到双方合作的一些方向,包括高可靠性通讯电子及汽车行业连接器等方面。公司陈钦刚副总经理表示铭普公司会借助于优质的客户群和强大的研发团队,发力于5G通讯类连接器领域。
临行前,许良军教授及唐中秘书长表示随着5G通讯技术/物联网的飞速发展,中国高速通讯类连接器有相当大的市场,但连接器市场就像一座珠穆朗玛峰,我们中国现在行进的是6000米左右的高度,其中最高的2000米还在国外技术垄断下。希望未来中国通讯行业人,勇于突破技术封锁,参于国际连接器行业标准定制。
许良军教授一行此次来铭普光磁指导,对公司具有十分重要的意义。今后,公司将继续贯彻“敢、拼、韧”的企业精神,高扬“铭诚于心、普实于行”的企业口号,践行“务实、精进、突破”的企业核心价值观,以“奉献社会、合作共赢、创造价值”为企业使命,走自主创新发展的道路,促进企业转型升级和经济发展方式转变,为实现“致力于成为全球通信部件领域的引领者”的企业愿景而奋斗拼博。

























